
Сказка первая - время металла

В декабре я окончательно "созрел" и принял решение о строительстве. Я приобрел у Дикса проект гафельной шхуны Hout Bay 40 и получил его в январе 2000. В это же время начал работать этот сайт. После этого у меня уже не оставалось другого выхода, кроме как начинать строить, и делать это быстро.
Апрель 2000Дальзавод. Компания Дазэл согласилась собрать корпус моей лодки на своих производственных площадях. Спортсудорегистр согласился провести надзор. Я, со своей стороны, принял на себя противоречивые роли представителя конструктора, представителя заказчика и строителя. Постепенно этот процесс захватывает меня все больше, и сейчас доставляет мне большое удовольствие. По-видимому это тот случай, когда процесс - всё, результат - ничто, или, точнее, результата здесь нет в принципе - только процесс...
Начало июня - плазовые работы.
Места хватало, и мы сделали разбивку на плазе, проверку согласования обводов (кстати, все сошлось, Дикс не подкачал). Все проверочные работы показали хорошее согласование линий проекта и правильность таблицы ординат. Для переноса на металл сделали фанерные шаблоны шпангоутов.
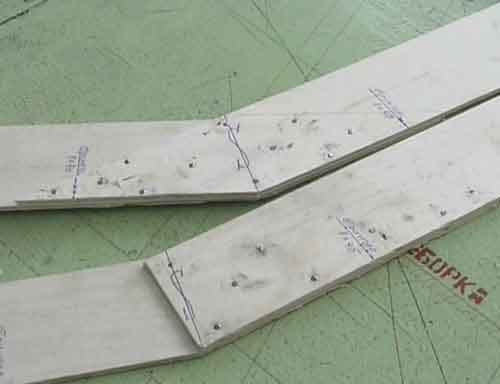
На фанерных шаблонах отметили все характерные точки (ДП, КВЛ, сломы, стрингеры и т. д.). По большей части, плазовую разбивку мы сделали для проверки качества проектирования. Описанная технология постройки вполне позволяет обойтись без этого этапа, и начать сразу с "черного" плаза.
Середина июня - начало работ с металлом.На листах металла, прихваченных вместе, чтобы поместилась самая большая шпангоутная рама, мы разбили "черный" плаз - поперечные сечения для сборки. Вырезали флоры и шпангоуты, у силовых шпангоутов отогнули фланец, уложили на разметку и прихватили сваркой. Открытые концы соединили уголком 50х50, установленным на всех рамах на одной высоте относительно КВЛ (для последующей установки на стапель), поставили уголок в ДП для создания жесткой конструкции. Дальше разметили и сделали прорези для стрингеров, предварительно просверлив замыкающие отверстия.
Сделали стапель из швеллера и качественно заварили все его соединения, все углы укрепили уголком.
Июль - шпангоуты собраны и подготовлены к установке.В начале июля стапель стоял, выставленный по уровню, и подготовленный к установке шпангоутов. Каждый шпангоут устанавливали по осям, уровню, и раскрепляли дополнительными связями к стапелю.

В процессе установили форштевень, вырезанный из листа, и собранный предварительно транец.

Для транца, имеющего радиусный изгиб, пришлось предварительно подготовить постель прямо на стапеле из двух солидных полос металла, обрезанных по нужному радиусу. После установки долго и кропотливо проверяли правильность установки шпангоутов, их вертикальность, и перпендикулярность ДП. Здесь кроме отвеса и шлангового уровня нужна длинная гибкая рейка для проверки плавности обводов. После установки набора рейка прикладывается к набору в различных направлениях, так как будут уложены впоследствии листы обшивки. При этом контролируется прилегание рейки ко всем элементам набора.
Середина июля - установлены первые стрингеры.К этому времени все шпангоуты стояли на стапеле. Обрисовался солидный корпус. Стрингеры установили без применения специальных приспособлений для изгибания - вчетвером полосы 40 х 8 удавалось гнуть по месту вручную.

Гораздо больше времени отняла подготовка - нарезка полосы, правка, сварка, и подгонка по длине. Одновременно были установлены детали днищевого набора - стенки цистерн, и степсы мачт. К этому моменту мне удалось приобрести трубы для мачт от каких-то военных трубопроводов - 154 мм со стенкой 3, одобренные конструктором. Мы состыковали 6-и метровые куски, предварительно отрезав массивные фланцы, и наложив дублировку с корончатыми швами, и получили колонны нужного размера.
Параллельно мы готовили листы для обшивки. Окалину и ржавчину мы сняли химическим способом в гальваническом цехе и покрыли листы защитным грунтом ВЛ-23, который предохраняет металл от ржавчины в процессе строительства и позволяет вести по нему сварочные работы. Покрывали сразу, пока на очищенные листы не легла ржавчина.
6 сентября - корпус заварен изнутри. Зачистка корня шва для подварки с наружной стороны.

Начало сентября - закончена установка листов обшивки корпуса.
Рихтовка, исправление дефектов, подготовка корпуса к сварке. Сварка
корпуса полуавтоматом в среде защитного газа, там, где это возможно.
Зачистка швов - подварка с наружной стороны. Установка секции
фальшкиля, собранного и заваренного на отдельной постели.
Установка дейдвудной трубы, скега, рулевого устройства в сборе. Шлифовка всех наружных швов до уровня основного металла. Подварка дефектов металла обшивки и шлифовка. Правка заметных вмятин и проверка наружных швов корпуса на герметичность.
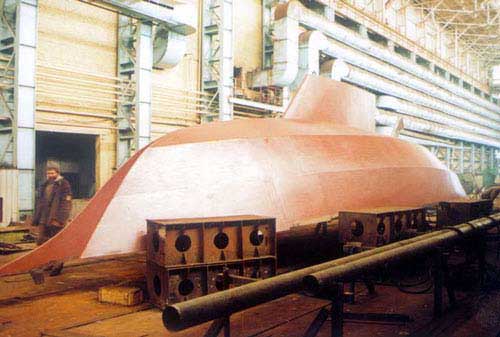
Покрытие корпуса эпоксидным грунтом кистями на три слоя. (После переворота красить во много раз тяжелей!). Переворачивание в нормальное положение.